แนวทางปฏิบัติการวัดเลเซอร์ที่ดีที่สุด
เมื่อซื้ออุปกรณ์ขั้นสูงเพื่อใช้ในสถานที่ทำงาน เช่น เลเซอร์ การเรียนรู้วิธีการติดตั้งอย่างถูกต้อง แก้ไขปัญหา และประเมินอุปกรณ์นั้นมีความสำคัญมาก
ระบบการวัดเลเซอร์: แนวทางปฏิบัติที่ดีที่สุด
อ้างอิงจาก John McCauley – May 3, 2023
เมื่อพิจารณาถึงความก้าวหน้าทางเทคโนโลยี ดูเหมือนว่าจะมีเส้นทางแห่งการเรียนรู้อยู่เสมอ ด้วยอุปกรณ์อิเล็กทรอนิกส์สำหรับผู้บริโภคที่มีอยู่มากมาย โดยทั่วไปแล้วจะไม่มีวิธีใดถูกหรือผิดในการใช้อุปกรณ์เหล่านี้ — ทางเลือกมักจะขึ้นอยู่กับวิธีที่เหมาะสมกับผู้ใช้ที่สุด อย่างไรก็ตามเมื่อซื้ออุปกรณ์ขั้นสูงเพื่อใช้ในสถานที่ทำงาน เช่น เลเซอร์ การเรียนรู้วิธีการติดตั้งอย่างถูกต้อง แก้ไขปัญหา และประเมินอุปกรณ์นั้นมีความสำคัญมาก
สำหรับผลิตภัณฑ์ที่ใช้วัดประสิทธิภาพของเลเซอร์ การใช้งานอาจยุ่งยาก โดยเฉพาะอย่างยิ่งหากผู้ใช้ไม่คุ้นเคยกับผลิตภัณฑ์การวัดเฉพาะระบบเลเซอร์ที่เกี่ยวข้อง วันนี้เราจะให้รายละเอียดว่าเหตุใดประสิทธิภาพของเลเซอร์จึงมีความสำคัญต่อการผลิตทางอุตสาหกรรมที่ใช้เลเซอร์ในกระบวนการผลิต และจะเป็นแนวทางสำหรับวิธีที่ถูกต้องและไม่ถูกต้องในการนำไปใช้ในการประเมินข้อมูลประสิทธิภาพของเลเซอร์ที่รวบรวมมา การทำความเข้าใจทั้งหมดนี้ในท้ายที่สุดจะช่วยกำหนดประสิทธิภาพของเลเซอร์ของคุณ นอกจากนี้ยังจะเป็นประโยชน์หากคุณมีปัญหากับระบบเลเซอร์ของคุณ แต่ไม่ทราบว่าควรเริ่มแก้ไขปัญหาที่จุดใดหรือหากคุณใช้เวลามากเกินกว่าที่ควร
ความหนาแน่นของพลังงาน (POWER DENSITY)
เมื่อพูดถึงการใช้งานเลเซอร์ ไม่ว่าจะใช้เลเซอร์อย่างไร จำเป็นอย่างยิ่งที่จะต้องเข้าใจว่าเลเซอร์มีปฏิสัมพันธ์กับวัสดุที่กำลังดำเนินการอย่างไร ความหนาแน่นของพลังงานโดยทั่วไปจะแสดงเป็น W/cm² และแสดงถึงการวัดว่าเลเซอร์โต้ตอบกับวัสดุที่ใช้อย่างไร การวัดนี้พิจารณาจากการประเมินลักษณะประสิทธิภาพของเลเซอร์ที่สำคัญสองประการ
1. กำลังส่งออกที่ส่งตรงไปยังวัสดุที่กำลังดำเนินการจะถูกวัดโดยการประเมินปริมาณแสงเลเซอร์ที่จ่ายโดยระบบเลเซอร์ทั้งหมด การหาปริมาณนี้สามารถเป็นการวัดกำลังคลื่นต่อเนื่องได้หากเลเซอร์ไม่เต้นเป็นจังหวะ หรือหากเลเซอร์เป็นคลื่นรูปสี่เหลี่ยมที่มีอยู่สองสภาวะคือ high และ low ซ้ำกันไปเรื่อยๆ (Pulse energy) จะเป็นการวัดกำลังเฉลี่ย (หากวัด Pulse energy เป็นวิธีการนำเลเซอร์ไปใช้กับวัสดุคือความหนาแน่นของพลังงาน)
2. การวัดเส้นผ่านศูนย์กลางของจุดเลเซอร์ที่โฟกัสจะถูกนำมาใช้เพื่อกำหนดพื้นที่ที่โฟกัสของเลเซอร์มีความเข้มข้น กำลังเลเซอร์/พลังงานหรือเส้นผ่านศูนย์กลางของจุดที่โฟกัสอาจแตกต่างกันไปตามที่ตั้งโปรแกรมไว้หรือคาดว่าจะเป็นผลจากการเปลี่ยนแปลงทางกายภาพในระบบเลเซอร์ ซึ่งเป็นเหตุผลว่าทำไมการวัดลักษณะเฉพาะเหล่านี้ที่ไซต์งานให้แม่นยำที่สุดเท่าที่จะเป็นไปได้จึงเป็นเรื่องสำคัญ หากการวัดอย่างใดอย่างหนึ่งเหล่านี้เปลี่ยนไป อาจส่งผลต่อวิธีที่เลเซอร์ทำปฏิกิริยากับวัสดุที่กำลังดำเนินการ คุณลักษณะทั้งสองนี้อาจเปลี่ยนแปลงได้จากหลายสาเหตุ ซึ่งเป็นเหตุผลว่าทำไมการวัดบ่อยๆ จึงเป็นเรื่องสำคัญ ตัวอย่างเช่น หากกระจกมองข้างหรือออพติกอื่นๆ ในเส้นทางของลำแสงปนเปื้อน อาจเกิด 2 สิ่งได้ อย่างแรก กำลังเอาท์พุตของเลเซอร์อาจลดลง ส่งผลให้ความหนาแน่นของพลังงานโดยรวมลดลง อีกทางหนึ่ง ตำแหน่งของจุดโฟกัสของเลเซอร์อาจผันผวน ส่งผลให้ความหนาแน่นของพลังงานเปลี่ยนไป ไม่ว่าในกรณีใดเลเซอร์จะไม่โต้ตอบกับกระบวนการตามที่ได้รับการออกแบบมาให้ทำ
เลเซอร์พลังงานสูง (HIGH POWER LASER)
อย่างที่คุณอาจจินตนาการ ต้องใช้ความระมัดระวังเมื่อวัดประสิทธิภาพของเลเซอร์ โดยเฉพาะอย่างยิ่งเมื่อพิจารณาถึงผลเสียที่อาจเกิดขึ้นกับดวงตาหรือผิวหนัง นอกจากนี้ ยิ่งกำลังเลเซอร์สูง การวัดก็ยิ่งท้าทายมากขึ้นเท่านั้น Laser OEMs มีการพัฒนาเทคโนโลยีอย่างต่อเนื่อง การจ่ายแสงเลเซอร์ เพิ่มประสิทธิภาพของปลั๊กไฟอุตสาหกรรม ในขณะเดียวกันราคาถูกลง และเวลาหยุดทำงานที่เกี่ยวข้องกับการบำรุงรักษาน้อยลง อย่างไรก็ตาม นั่นไม่ได้เปลี่ยนข้อเท็จจริงที่ว่าเลเซอร์และระบบที่ประกอบเข้าด้วยกันนั้นทำจากส่วนประกอบทางกายภาพ ส่วนประกอบทางกายภาพจะเสื่อมสภาพเมื่อเวลาผ่านไป และผลที่ตามมาก็คือระบบเลเซอร์ทั้งหมดก็เช่นกัน โดยเฉพาะอย่างยิ่งหากระบบไม่ได้รับการบำรุงรักษาอย่างเหมาะสมส่วนประกอบต่างๆ เช่น กระจกและออปติกจะเสื่อมสภาพและมีโอกาสสกปรกได้ เมื่อเป็นเช่นนั้นการแสดงผลลัพธ์จะถดถอยหรือล้มเหลวในบางครั้ง เมื่อประสิทธิภาพลดลงและส่งผลให้สูญเสียพลังงานเลเซอร์ ปฏิกิริยาของผู้ปฏิบัติงานเลเซอร์มักจะเพิ่มพลังงานโดยไม่สนใจปัญหาพื้นฐาน วิธีนี้จะยืดเยื้อและขยายปัญหา ในที่สุดจะต้องใช้เงินและเวลาเพื่อแก้ไขปัญหา เมื่อเลเซอร์ทำงานได้ไม่ดีเท่าที่ควร ส่งผลต่อการผลิตทำให้ต้องทิ้งชิ้นส่วนต่างๆไป ซึ่งทำให้เสียทั้งเงินและเวลา
ลักษณะเฉพาะของเลเซอร์ (LASER CHARACTERISTICS TO BE MEASURED)
ผลิตภัณฑ์การวัดประสิทธิภาพในปัจจุบันสามารถรวบรวมข้อมูลได้ทุกประเภท กำลังเอาท์พุตของเลเซอร์ได้รับการยอมรับอย่างกว้างขวางในอุตสาหกรรมว่าเป็นตัวบ่งชี้ที่ดีของประสิทธิภาพโดยรวมของระบบ การติดตามการวัดนี้เมื่อเวลาผ่านไปช่วยให้วิศวกรหรือช่างเทคนิคมีข้อมูลที่จำเป็นในการพิจารณาว่าจำเป็นต้องดำเนินการแก้ไขเมื่อใด อย่างไรก็ตามพลังงานเลเซอร์ไม่ได้บอกเรื่องราวทั้งหมดเกี่ยวกับพฤติกรรมของระบบ
โปรไฟล์ลำแสง (Beam Profile) ให้ข้อมูลการวัดที่สำคัญเพิ่มเติมนอกเหนือจากการแสดงภาพว่าลำแสงเลเซอร์มีขนาดและรูปร่างอย่างไร สามารถสร้างการวัดที่เป็นประโยชน์อื่นๆได้ สิ่งเหล่านี้อาจรวมถึง องศาการเบี่ยงเบน (ellipticity), ตำแหน่งพีคของพลังงาน (Gaussian) หรือ ตำแหน่งสูงสุดของระฆังคว่ำ (top-hat fit), อัตราส่วนการแพร่กระจายของลำแสง หรือผลิตภัณฑ์พารามิเตอร์ของลำแสง จุดเลเซอร์ จุดโฟกัส หรือขนาดเส้นรอบวงของลำแสง และตำแหน่งตามเวลาของจุดที่โฟกัส พร้อมกับเอาต์พุตของเลเซอร์ตามเวลา ยังเป็นการวัดที่สำคัญเมื่อพยายามทำความเข้าใจปฏิสัมพันธ์ของเลเซอร์กับกระบวนการ
เมื่อส่วนประกอบต่างๆ เริ่มเก่าและปนเปื้อน ผลกระทบจากความร้อนจะกลายเป็นปัจจัยสำคัญมากขึ้น เมื่อเกิดการสูญเสียเนื่องจากการปนเปื้อน ส่วนประกอบของเลเซอร์สามารถเปลี่ยนรูปร่างได้ แม้แต่การเปลี่ยนแปลงเพียงเล็กน้อยก็สามารถส่งผลให้ตำแหน่งจุดที่โฟกัสของเลเซอร์เปลี่ยนไปได้ เมื่อสิ่งนี้เกิดขึ้น ขนาดลำแสงที่ใช้กับกระบวนการจะเพิ่มขึ้น ส่งผลให้ความหนาแน่นของพลังงานค่อนข้างต่ำลง ควรวัดตำแหน่งจุดที่โฟกัสแบบไดนามิกเป็นระยะเพื่อให้ระบบเลเซอร์มีประสิทธิภาพสูงสุด เมื่อทำงานกับ Pulsed laser ระยะเวลาและรูปร่างมักจะเป็นตัวบ่งชี้ที่ดีว่าเลเซอร์มีประสิทธิภาพเพียงใด ควรวัดรูปร่างของ Pulsed ที่ตั้งโปรแกรมไว้ ระยะเวลาและความถี่ และเปรียบเทียบกับการตั้งค่าของเลเซอร์
เทคนิคการวัดประสิทธิภาพ (PERFORMANCE MEASUREMENT TECHNIQUES)
วิศวกรเลเซอร์บางคนยังคงใช้อุปกรณ์เทอร์โมไพล์แบบระบายความร้อนด้วยการพาความร้อนแบบธรรมดา ซึ่งเรียกว่า “พาวเวอร์พัค” ลักษณะคล้ายกับเทอร์โมมิเตอร์สำหรับเนื้อสัตว์ โดยวางองค์ประกอบไว้ในเส้นทางของลำแสงและห่างจากจุดที่โฟกัส และเลเซอร์จะถูกยิงออกไปตามระยะเวลาที่กำหนด จากนั้นอุปกรณ์จะแสดงตัวเลข — ไม่ว่าจะเป็นการอ่านค่าอุณหภูมิหรือค่าเอาต์พุต ซึ่งค่าหลังจะวัดเป็นวัตต์ แม้ว่าสิ่งนี้สามารถบ่งชี้ว่าเลเซอร์ทำงานอย่างไร ณ เวลานั้น แต่ข้อมูลมักจะค่อนข้างไม่สมบูรณ์เนื่องจากข้อมูลไม่ได้รวมถึงพลังงานเลเซอร์ที่ดำเนินการในช่วงเวลาที่ยาวนาน รูปแบบต่างๆของเทคนิคนี้ในปัจจุบันยังคงใช้อยู่ในปัจจุบัน และสามารถให้การวิเคราะห์แนวโน้มระยะยาวของกำลังขับเลเซอร์ทั้งในการตั้งค่าการผลิตและการบำรุงรักษา
การวัดกำลังไฟฟ้าช่วยให้วิศวกรสามารถบ่งชี้ได้ดีขึ้นว่าเลเซอร์มีพฤติกรรมอย่างไร เซ็นเซอร์ Thermopile แบบระบายความร้อนด้วยพัดลมหรือแบบระบายความร้อนด้วยน้ำช่วยให้สามารถรวบรวมข้อมูลการวัดพลังงานเลเซอร์ได้ตลอดระยะเวลาหลายนาที เซ็นเซอร์นี้ เมื่อรวมกับมิเตอร์หรือส่วนต่อประสานกับพีซีหรือแล็ปท็อปในพื้นที่ จะแสดงแนวโน้มการเปลี่ยนแปลงของพลังงานเลเซอร์ในช่วงเวลานี้ อุปกรณ์นี้ยังสามารถรวมเข้ากับเซลล์เลเซอร์เพื่อให้ข้อเสนอแนะแก่หุ่นยนต์หรือ PLC เพื่อให้ผู้ปฏิบัติงานได้รับการแจ้งเตือนถึงการบำรุงรักษาที่จำเป็น แนวโน้มแบบไดนามิกของพลังงานเลเซอร์จะบอกวิศวกรถึงสิ่งผิดปกติที่เกิดขึ้นกับเลเซอร์ ตัวอย่างเช่น กำลังแสงเลเซอร์ต่ำอย่างสม่ำเสมอ – ในช่วง 10% ถึง 15% หรือมากกว่านั้น – บ่งชี้ว่าควรทำความสะอาดหรือเปลี่ยนเลนส์ พลังงานเลเซอร์ที่ลดลงในช่วงสองสามวินาทีบ่งชี้ว่าออปติกเสียหายหรือมีอายุมากในเส้นทางของลำแสง และการอ่านค่าพลังงานที่ไม่แน่นอนอาจบ่งบอกถึงสิ่งผิดปกติกับแหล่งกำเนิดแสงเลเซอร์ เช่น แหล่งจ่ายไฟผิดพลาดหรือก๊าซรั่ว
ลำแสงของเลเซอร์ (BEAM PROFILE)
เทคนิคการทำโปรไฟล์ด้วยลำแสงแบบเดิม เช่น การเผากระดาษ บล็อกอะคริลิก และแผ่นเรืองแสงยังคงใช้อยู่ในปัจจุบัน อีกครั้งแม้ว่าพวกเขามักจะให้การวิเคราะห์ที่ไม่สมบูรณ์ เนื่องจากเป็นเพียงการบ่งชี้ว่าเลเซอร์มีพฤติกรรมอย่างไร ณ เวลานั้น โดยปกติแล้วจะแสดงเฉพาะในเวลาเปิดลำแสงเท่านั้น เทคนิคการทำโปรไฟล์ด้วยลำแสงอิเล็กทรอนิกส์ที่ใช้กล้องถ่ายภาพหรือระบบสแกนรอยกรีดทำให้วิศวกรมีวิธีการในการรวบรวมข้อมูลที่มีค่าเกี่ยวกับพฤติกรรมของเลเซอร์เมื่อเวลาผ่านไป ตลอดจนการวัดและการคำนวณข้อมูลที่รวบรวมซึ่งเป็นที่ยอมรับในอุตสาหกรรม แทนที่จะเป็นข้อมูลที่ผู้ทำการวิเคราะห์สามารถตีความได้ด้วยตนเอง การวิเคราะห์ข้อมูลตามวัตถุประสงค์สามารถเปรียบเทียบได้กับมาตรฐานอุตสาหกรรมที่ตั้งไว้
การใช้กล้องและการสแกนรวบรวมข้อมูลประสิทธิภาพเลเซอร์ที่เกี่ยวข้องและไดนามิกที่สามารถบันทึกหรือเก็บไว้สำหรับการอ้างอิงในภายหลังหรือการวิเคราะห์ออฟไลน์ ด้วยการรวบรวมข้อมูลในช่วงเวลาหลายวินาทีหรือหลายนาที วิศวกรเลเซอร์สามารถระบุแนวโน้มของขนาดลำแสง รูปร่างของลำแสง และตำแหน่งของลำแสงที่โฟกัส เพื่อวิเคราะห์ปัญหาที่ระบบเลเซอร์อาจมีได้ดีที่สุด การทำโปรไฟล์ลำแสงที่ใช้กับเลเซอร์กำลังสูงอาจมีความซับซ้อน เนื่องจากกำลังของเลเซอร์ความยาวคลื่น 1 µm จะเพิ่มขึ้นเรื่อยๆ อย่างไรก็ตาม การประยุกต์ใช้ระบบโปรไฟล์ลำแสงแบบไม่สัมผัสทำให้วิศวกรเลเซอร์และช่างเทคนิคสามารถวิเคราะห์เลเซอร์กำลังสูงได้โดยไม่ต้องกลัวว่าจะทำให้ส่วนประกอบที่อาจอยู่ในเส้นทางของลำแสงเสียหาย อุปกรณ์เหล่านี้วิเคราะห์ลำแสงหรือรัศมีลำแสงเส้นรอบวง เพื่อให้ผู้ใช้สามารถดูและวัดไม่เพียงแต่ขนาดจุดที่โฟกัสเท่านั้น แต่ยังรวมถึงตำแหน่งที่เกี่ยวข้องกับกระบวนการด้วยในแบบเรียลไทม์ เนื่องจากผลกระทบจากความร้อนบนเลเซอร์อาจทำให้เกิดการเปลี่ยนแปลงในจุดที่โฟกัส อุปกรณ์ช่วยให้ช่างเทคนิคสามารถวัดปริมาณการเปลี่ยนแปลงและกำหนดได้ดีขึ้นว่าควรดำเนินการใดๆ เพื่อลดการเปลี่ยนแปลงของเลเซอร์ให้เหลือน้อยที่สุด
การวัดด้วยเลเซอร์ระหว่างกระบวนการและระหว่างกระบวนการ (IN-PROSSESS AND AT-PROCESS LASE MEASUEME)
เมื่อพูดถึงการวัดเลเซอร์ เราต้องตัดสินใจว่าควรทำการวัดเมื่อใดและบ่อยเพียงใด แม้ว่าโดยทั่วไปแล้วการตัดสินใจจะขึ้นอยู่กับความชอบของผู้ใช้ แต่โดยทั่วไปแนะนำให้ใช้สองระบบที่แตกต่างกัน: ระบบการวัดระหว่างกระบวนการและระหว่างกระบวนการ ทั้งสองระบบมีข้อดีและข้อเสียในตัวเอง
IN-PROCESS การวัดด้วยเลเซอร์ในกระบวนการมักจะประกอบด้วยระบบการวัดที่รวมเข้ากับระบบเลเซอร์ทั้งหมดอย่างถาวร เทคนิคนี้ใช้ส่วนตัวอย่างของลำแสงเลเซอร์ที่ไหนสักแห่งตามเส้นทางของลำแสง (โดยปกติจะอยู่ใกล้กับวัตถุที่กำลังดำเนินการ) และสามารถให้ข้อเสนอแนะแบบวงปิดอย่างต่อเนื่องแก่ผู้ปฏิบัติงานเลเซอร์หรือระบบลอจิคัล อย่างไรก็ตาม เนื่องจากวิธีการสุ่มตัวอย่างลำแสง จึงไม่สามารถวิเคราะห์ระบบทั้งหมดได้ ลำแสงหลังจากจุดที่เก็บตัวอย่างไม่ได้เป็นส่วนหนึ่งของการวิเคราะห์ น่าเสียดายที่ปัญหาส่วนใหญ่เกี่ยวกับระบบเลเซอร์เกิดขึ้นใกล้กับพื้นที่การประมวลผล
AT-PROCESSในทางกลับกัน การวัดด้วยเลเซอร์ในกระบวนการจะวิเคราะห์ระบบเลเซอร์ทั้งหมดพร้อมกัน ที่ไซต์งานของเลเซอร์ ลำแสงจะถูกส่งตรงไปยังระบบวิเคราะห์ ซึ่งโดยทั่วไปอาจประกอบด้วยระบบการวัดพลังงานหรือพลังงาน ระบบการสร้างโปรไฟล์ลำแสง และระบบการวัดรูปร่างพัลส์ชั่วขณะ ทั้งหมดนี้ทำงานควบคู่กันเพื่อทำการวิเคราะห์ทั้งหมด แม้ว่าผลิตภัณฑ์เหล่านี้สามารถรวมเข้ากับเซลล์เพื่อการตรวจวัดที่ค่อนข้างง่าย แต่ข้อเสียของวิธีนี้คือระบบเลเซอร์มักจะต้องเลิกผลิตเพื่อตั้งค่าระบบการวัดและทำการวิเคราะห์ตามลำดับ
มีความท้าทายมากมายที่มาพร้อมกับการประมวลผลวัสดุด้วยเลเซอร์ การทำความเข้าใจว่าเลเซอร์ของคุณทำงานอย่างไรไม่ควรเป็นอุปสรรคข้อใดข้อหนึ่งเหล่านี้ เครื่องมือที่ทำการวัดด้วยเลเซอร์ทำให้ผู้ใช้มีวิธีการในการพัฒนาแอปพลิเคชันอย่างละเอียดยิ่งขึ้นและการรวมระบบเลเซอร์ที่ประสบความสำเร็จ รวมทั้งช่วยในการดำเนินการโปรแกรมการบำรุงรักษาเลเซอร์ที่ครอบคลุมยิ่งขึ้น
นอกจากนี้ การเปรียบเทียบกระบวนการเลเซอร์ที่มีประสิทธิภาพยังช่วยให้ผู้ใช้มีตัวเลือกในการกลับไปใช้การตั้งค่าลักษณะการทำงานของเลเซอร์ที่กำหนดไว้ ในกรณีที่ส่วนประกอบทางกายภาพของระบบเลเซอร์เสื่อมสภาพหรือล้มเหลว ผลิตภัณฑ์และเทคนิคการวัดประสิทธิภาพของเลเซอร์มีการพัฒนาตลอดหลายปีที่ผ่านมา และระบบการรวบรวมและวิเคราะห์ข้อมูลแบบไดนามิกจะนำเสนอเรื่องราวที่สมบูรณ์มากขึ้นเกี่ยวกับการทำงานของระบบเลเซอร์
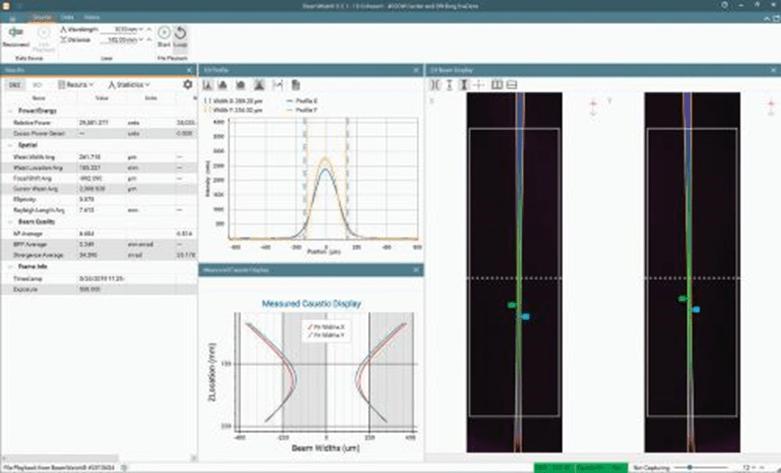
รูปภาพที่ 1. A laser beam focus spot shifts from the blue marker, where the spot started, to the green marker, where the spot is currently located
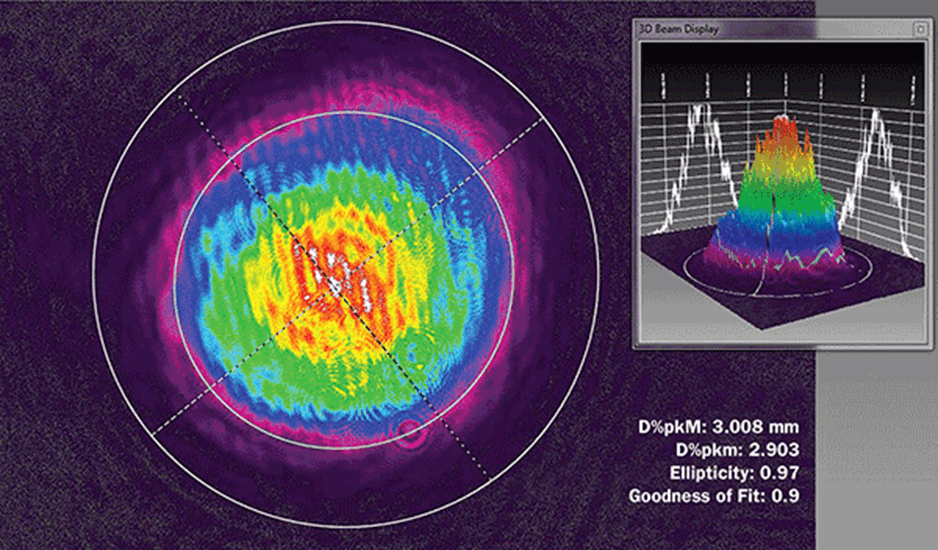
รูปภาพ 2. 2D and 3D beam profiles of a laser’s raw beam. Ellipticity: 97%; Gaussian goodness of fit: 90%
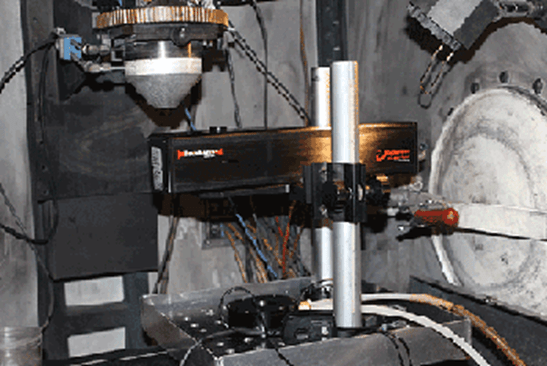
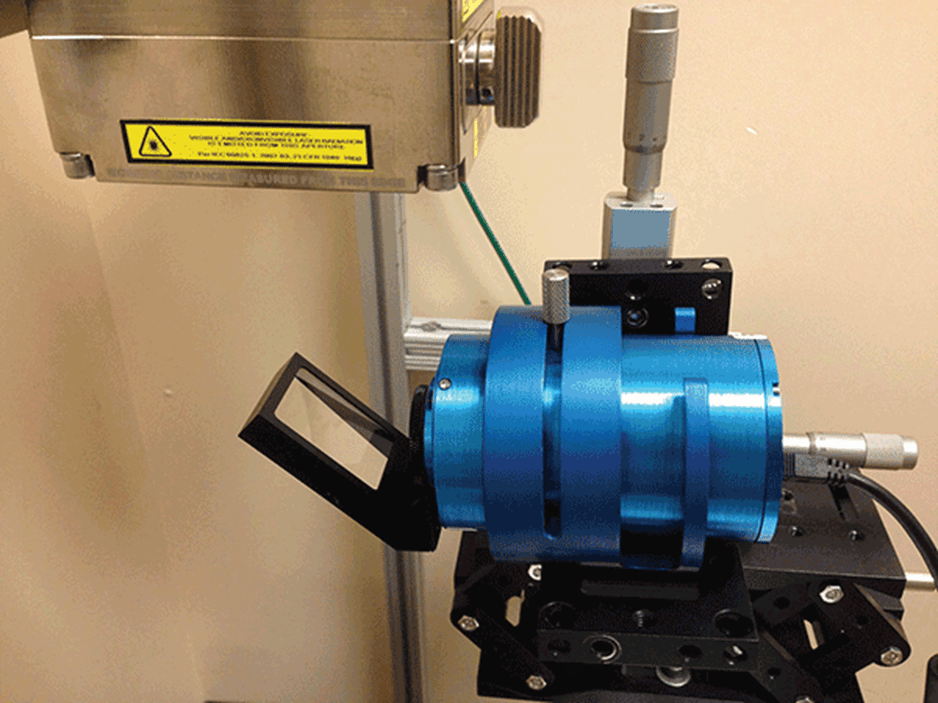
รูปภาพ 3. A scanning slit beam profiling system with a beam sampling optic taking measurement on a multikilowatt fiber laser used for welding.
รูปภาพ 4. Ophir’s noncontact beam analyzer, BeamWatch, takes beam profile measurements on an additive manufacturing laser system.